 首页
首页






浅析:提高无油空压机活塞环、导环的寿命措施
时间:2020-01-14 17:56
来源:德耐尔无油空压机网
作者:denair1111
点击:次
1、主机结构的设计
立式空压机由于气缸垂直布置,其结构对改善自润滑件的工作条件,提高使用寿命更为有利。如在可能的前提下,设计上应予以优先考虑。但这种机型级间管道布置困难,易损件维修更换也甚不方便,应用并不广泛。目前应用较多的是角度式(L型、V型、W型)及对称平衡式压缩机(H型)。设计人员应知道,导环的轴向高度与导环所承受的负荷成正比,与气缸中心线与水平面的夹角成反比。即当活塞部件重量一定时,水平布置的活塞部件其导环的轴向高度要大于V型及W型布置的活塞部件。从易损件的维修更换来看,H型和L型水平的一列操作更为方便,V型和W型操作有一定难度,后两者优点是管道布置方便。由于水冷冷却效果优于风冷,设计上应优先予以考虑。
主机转速、行程与活塞平均速度的关系为v=n×S/30,v:活塞平均速度m/s;n:主机转速r/min;S:行程m。无油压缩机一般不超过3.5 m/s,目前国外有些机型更高可达到4.0 m/s。活塞式压缩机目前的流行趋势是低行程、高转速,在提高转速的同时要考虑到摩擦热、摩擦功耗增加、振动加大,以及对活塞环、导环寿命的影响。
2、气缸的设计
气缸是无油空压机形成工作容积的主要部分,无油压缩机气缸设计与有油压缩机有相同之处,但也有其自身的特点,要保证活塞环、导环寿命长,气缸设计上应注意下述要点:
●空压机排气温度高,影响易损件使用寿命,故无油空压机缸体的冷却效果要好,在保证强度和刚度的前提下,尽量减少缸壁厚度以提高冷却效果。另外,设计上要充分考虑到阀窝的冷却效果,更佳的设计是水路包围阀窝,也就是俗称的水包阀。
●自润滑材料在缸体内气缸镜面运动时,其分子材料会覆着在缸体镜面上,从而形成保护膜。这样工作时缸体实际不与活塞环、导环直接接触,而是通过保护膜接触,摩擦系数大大降低。如果镜面加工粗糙,会使活塞环磨损严重。但镜面表面粗糙度也不宜过高,由于过于光滑,分子材料难以覆着,此外加工精度提高导致成本增加,表面粗糙度设计要求应控制在Ra0.6um~Ra0.8um范围内。
●气体经过压缩、冷却后会有水分析出,气缸容易锈蚀,产生的杂质夹杂在气缸镜面上随活塞往复运动会损伤气缸镜面表面粗糙度。缸体材料设计上优先考虑选用合金成分的耐蚀铸铁,铸造的镜面部位不能有气孔、砂眼等铸造缺陷。由于价格因素,采用常规材料灰铸铁、球墨铸铁时(前提是压缩气体不能腐蚀缸体),可另行设计增加耐腐蚀材质的缸套(例如:不锈钢),铸件镜面有铸造缺陷时不受影响,镜面的硬度也有了保障。但要注意气道喷涂防锈底漆的耐温等级要与压缩机的排气温度相匹配。采用缸套的无油压缩机,根据承压情况优先设计为湿式缸套,即缸套外壁与冷却水直接接触,其冷却效果更佳,适用于排气压力小于2.5MPa的范围。除此以外的压力等级,选用缸套外壁与冷却水不直接接触的干式缸套。
●碳钢套镀硬铬的方法有些制造厂仍在使用,硬度及耐腐蚀有了保证,但镀硬铬后与填充聚四氟乙烯(PTFE)配磨的相对磨损量同不锈钢相比高出近6倍,不仅PTFE磨损严重,配磨件也磨损严重。随着国家对环境保护的日益重视,废水、废物的处理越来越严格,不建议使用。食品、药品行业配套的无油压缩机,随着人们对健康的日益重视,铬对人体是有害物质,设计上也不建议继续使用,可选择其它耐腐蚀的材质。近年来随着化学镀的广泛应用,碳钢套化学镀是一项可选择的方案。
●由于自润滑非金属材料对棱角敏感性较强,缸体设计上气阀开孔不能深入到气缸镜面活塞环、导环工作行程范围内。
●有油润滑空压机更外一道活塞环设计上要越出气缸镜面1mm~2mm,以避免形成凸边或积垢。无油压缩机设计上恰恰相反,更外一道活塞环设计上要在气缸镜面以内,并且需留有1mm~2mm余量,否则影响自润滑材料的使用寿命。有的用户将原有油润滑压缩机改制为无油压缩机,这一点要格外注意。
●重视缸体的铸造清洁度。压缩机的缸体铸造成型,铸造后的型砂必须清理干净,否则会对易损件的使用寿命有很大影响。缸体设计上气道不要有死角,工艺结构上要考虑到清砂操作是否方便,缸座、缸体、缸盖的结构较之缸座与缸体一体、缸盖的结构清砂操作方便、彻底。
3、活塞的设计
●活塞环、导环的使用寿命与在活塞上布置位置的合理性有很大关系。开口式导环应布置在活塞中部,对于双作用的活塞,活塞环数量应平均分配导环两侧。单作用的活塞,导环应布置于活塞的顶部。级差式活塞在导环布置时,应尽量设置在同一级活塞端,且尽量布置在高压侧。如果两级分别设置,这样就与十字头形成了三点支撑,设计上应尽量避免,否则就要提高活塞与气缸等的同心度要求,给制造加工和安装带来困难。整圈无开口导环与活塞环槽底径之间过盈安装,活塞在导环安装处分体设计制造为两部分,以便于安装导环。活塞的两部分应保证同轴,以保证活塞的正常运行。这种导环的优点是不受背压的影响,所以又称为无背压导环,使用寿命长。缺点是安装前需要加热,利用厂家提供的随机专用工具(锥套)多人配合安装,为了装配方便锥套外表面需涂油脂。
●活塞上安装的活塞环数量要恰当合适。活塞环数量少,起不到密封效果;数量过多,会导致摩擦功耗增加。此外,活塞加长导致气缸随之加长,往复惯性力增大,造成设备笨重。具体设计时可根据经验公式或查表进行确定,无论公式计算还是查表,都必须用pv/N值进行校核(p:作用在摩擦件投影面上的单位压力MPa;v:活塞平均速度m/s;N:活塞环数量),老版的文献资料认为0.6MPa·m/s~0.8MPa·m/s范围合理。随着材料技术的发展,目前有的企业产品已达到1.0MPa·m/s。设计人员事先要与活塞环的供货厂家就pv值进行确认。
●设计活塞时应注意的重要间隙。活塞环槽(导环槽)与活塞环(导环)轴向高度的间隙,活塞环(导环)内径与活塞环(导环)槽底面构成的径向间隙,设计上在考虑到自润滑材料的热膨胀系数和工作温度的同时,需留有适当的安全余量。自润滑材料对温度较为敏感,随季节变化热胀冷缩,测量时要注意换算。
●活塞安装导环的轴向高度是按比压值确定的,对于PTFE材质,其允许的比压值为0.035MPa。导环的径向厚度与突出于活塞外部的尺寸有关,装入活塞放入上气缸后,其突出在活塞之外的径向尺寸为总径向厚度的25%左右,突出太多时,将引起自润滑件的冷流或损坏。
●由于高温、高压、受震动和冲击的恶劣环境,活塞设计上应考虑在保证强度、硬度的前提下尽量减少重量。可使导环的轴向高度缩小,活塞组件的总长度变短,压缩机列的长度尺寸可适当缩小,达到降低成本、缩小尺寸、提高产品竞争力的目的。降低重量的措施可采用铸造铝合金材质,通过阳极化处理提高表面硬度。
●采用铸铁或钢制活塞要考虑到锈蚀的影响,表面可化学镀处理经济实用。
●装配自润滑材料的环槽机加工清根要彻底,表面粗糙度控制在Ra0.8um~Ra1.6um范围内。
4、活塞环、导环
目前,应用在无油空压机上的自润滑材料有PTFE,聚醚醚酮(PEEK)、聚酰亚胺(PI),由于后两者价格较昂贵,PTFE应用更为广泛。纯PTFE由于导热系数低,热膨胀系数高,机械强度不高,所以不能作为密封件。但在其中添加填充物后性能改善,常见填充物的种类有石墨、碳纤维、铜粉、玻纤、二硫化钼等原料。现有的资料文献对材质配方、结构形式已有许多介绍,本文仅就寿命提高提出自己的工作经验。
●关于自润滑密封件的工作温升。以往资料文献介绍气缸内自润滑件工作温度T=(t1+t2)/2,t1:进气温度℃;t2:排气温度℃,自润滑件的工作温升△t=T-t1,这种计算方法计算值偏小,会影响间隙的计算结果。经过多年工作经验,总结的计算方法:气缸内自润滑件工作温度△t=(t2×2/3+t1×1/3)-t1。以进气温度30℃,排气温度180℃为例,用前种方法计算的△t结果为105℃,后一种方法计算结果为130℃,此方法已经过上海贺尔碧格、上海摩根公司的验证。
●目前,市场上活塞环、导环的生产厂家很多,有的买来原料自行烧结后加工,接单按图加工,自身没有设计能力及检测手段,可以说是鱼目混杂、价格参差不齐。个别用户嫌原厂配件价格高,自行联系配件生产厂家测绘仿制加工,装机后往往使用寿命低于原厂配件。作为设计人员要擦亮眼睛,坚持与生产环节齐全、具备设计能力、检测手段的厂家合作,如此产品质量才有保证,否则问题会层出不穷。
5、冷却器的设计
冷却器冷却效果差会影响级间排气压力的异常,进而影响排气温度异常,活塞环、导环使用寿命低,所以应重视冷却器的设计。管壳式换热器广泛应用于无油压缩机,设计上注意的环节是:
●气走管程、水走壳程。由于气压往往高于水压,水走壳程可减少壳体的受压,减少材料的壁厚,达到节省成本的目的,另一方面提高换热效果。
●常规管壳式换热器存在着传热系数低、设备庞大的缺点,可采用内翅换热管的高效换热器,换热效率大大提高,缩小冷却器的尺寸,节能效果明显。
●重视冷却水路的设计。避免气缸内析出的冷凝水冲洗掉镜面保护膜,应使气缸冷却水的进水温度比进气温度高5℃~10℃,控制其压力露点温度,避免水分析出。通常做法是将气缸的冷却水引自中间冷却器出口,配套截止阀用以控制冷却水量、温度表观测温度。受季节变化、环境影响等因素,这种控水阀门的方法需要人工经常地进行调节。一种自行设计新式冷却水系统见图1,该无油压缩机三级压缩,L型结构,一级双作用,二三级级差式,水冷式。
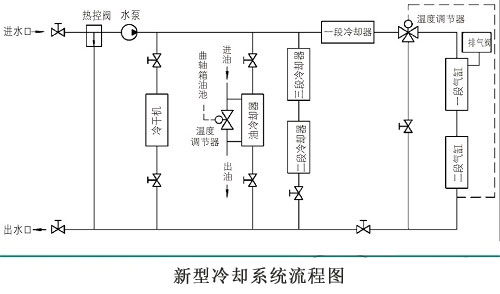
原理说明:水温低于热控阀(AMOT公司产品,动作温度:24℃)控制温度时,水路为内循环,水温升高后接通进水口实现外循环,如此设计避免了进水温度过低的问题。一段冷却器水路出口设置温度调节器(SAMSON公司产品,温度调整范围:25~70℃),通过二段气缸水路出口的感温探头(温度调节器自带)来调整阀的工作状态。探头感测水温较低时,减少进入一段气缸的冷却水量,冷却水旁通水路流量加大;探头感测水温升高时,增加进入一段气缸的冷却水量,冷却水旁通水路流量减少,控制温度可调整温度调节器温度调整范围。优点是实现自动化控制,温度调节器为机械式,无需外接电气回路。如此控制气缸的水温,使气缸水套中的进水温度高于吸气温度,达到避免冷凝水析出的目的。
6、水分离器的设计
多级压缩由于上一级水分离器分离效果不好,导致冷凝水进入下一级气缸会冲洗掉自润滑材料保护膜。此膜被冲洗后,自润滑材料重新覆着,如此反复循环造成活塞环、导环磨损,寿命降低。因此提高水分离器的除水效率是关键。
目前,应用在无油空压机上的水分离器常见的有旋风式、折流板式、离心导流板式、丝网式等几种形式。其中丝网式(丝网除沫器)的除水效率更高,可达99 %以上,建议优先设计采用。为保证更佳的分离效率,气体流速是关键。另外,除沫器与水分离器的筒体内壁不能有间隙,设计上丝网除沫器的外径要大于筒体的内径。
丝网式与其它形式相比另一个优点是:水分离器抽出丝网除沫器后,便于检查其内部是否清洁、有无焊渣等杂质。活塞在缸体内往复运动时,活塞环若夹杂着杂质,同样导致缸体和活塞环、导向环的磨损。其它形式的水分离器,由于上、下用封头焊接,内部有挡板或导流板,供货后不便检查内部清洁度情况,即便增加端盖,也不便于全面检查。
丝网除沫器应是不锈钢金属丝编织成的网带构成,技术要求是不能有断头、接茬及夹杂的金属杂质;必须是一张丝网卷制而成,机器装配前要仔细检查,在干净地面上要反复摔打,检查是否有断头及杂质掉落,否则进入气缸,划伤气缸镜面,影响活塞环、导环使用寿命。
分离器筒体设计上应注意牢固压住丝网除沫器,特别是要避免被吸入进气缸,否则划伤气缸镜面得不偿失了。丝网除沫器的供货厂家应寻找品质合格、有制作经验的厂家。目前市场上有些厂家产品劣质,设计人员在选型时要格外注意。
考虑到锈蚀,水分离器的材质应选用不锈钢材质。
7、控制系统应注意的环节
国产无油空压机大多配置仪表控制面板,压力、温度读数直接从仪表读出,内部控制采用继电器控制。先进的无油压缩机应具有良好自我保护的电气系统并预留远传接口,并有故障记忆查询功能。现在国内小型PLC及触摸屏不是很昂贵,如配置在压缩机上通过触摸屏上的中文显示即可查阅各级压力、温度,并可查询报警故障、故障时间等信息,档次提升,竞争力大大提高。
多级压缩的空压机前一级排污效果不好会影响下一级的气体质量,及时排出水分离器的冷凝水,保证排污系统的正常工作是压缩机稳定工作、活塞环、导环寿命提高的关键。因此控制系统的排污设计在压缩机系统设计中占有重要的位置,通常做法分析如下:
●手动排污阀:考虑到安全需要,各级的自动排水阀均应设置手动排污阀。
●机械式自动排水阀:例如:浮球式,适用于排气压力小于1.6MPa的场合。
●气动角座阀:气动控制阀门的动作,同样仅适用于排气压力小于1.6MPa的场合。
●电子计时排污阀:这种电磁阀自带计时器,可调整排放间隔及排放时间。
●电磁阀排污:根据控制系统的信号,阀芯动作排出冷凝水。
电子式或电磁排污阀自动化程度高,缺点是阀芯通道较小,如有杂质进入,阀芯堵塞或关闭不严会造成线圈损坏,影响系统正常工作。另外,排污的间隔及排放时间需要根据环境、季节变化,人工事先调整设定,存在冷凝水排放不彻底或排放不及时的可能。目前较先进的做法是采用电子液位控制冷凝液自动排除器(例如:BEKOMAT公司产品),与上述形式的自动排污阀相比,这种阀的优点是不泄露压缩空气,没有气体损失、节能效果佳。积液腔冷凝水夹带的杂质沉淀,累积的积液量被传感器感测后,控制自身的电磁阀及时排放,具有不受杂质影响的优点。
8、日常使用中注意的问题
●有些资料文献介绍,为防止气缸内出现冷凝水,压缩机操作规程上规定停机前先关断循环水,约1min~3min后再停机,断水后气缸冷却水温度提高,气缸内的冷凝液蒸发排出,防止停机后气缸内继续析出冷凝液。这种方法的弊病在于GB 22207《容积式空气压缩机 安全要求》规定水冷压缩机应配置冷却水断水保护装置,压缩机停机前先关断循环水,断水保护装置会动作,压缩机会立即保护停机,此方法行不通。
●新装机的活塞环、导环注意空载试车环节。前面已介绍自润滑材料的机理是减磨材料覆着在气缸镜面上形成保护膜,考虑到这一点因素,新装机的活塞环、导环在加载前应使其空载运行2h,如此可延长使用寿命。
●压缩过程中产生冷凝水应及时排放出去,排污阀堵塞或损坏会导致冷凝液积聚在分离器中,甚至会进入到下一级气缸,轻则影响活塞环、导环的使用寿命,重则发生液击。所以,在使用手册中应规定维护保养人员日常巡检时要注意各级分离器的排污情况,检查是否却有冷凝水排出。
结论
无油空压机活塞环、导环寿命的提高不是无章可循,围绕自润滑材料的特性以及冷凝水的危害要综合加以分析。不光要在配方材料及环子结构形式下功夫,还要在压缩机的整机结构上认真设计。设计人员不怕出问题,关键是要能拿出解决问题的对策。目前产品竞争日趋激烈,国外品牌产品在技术上确有其独特的优点,通过多年的摸索及经验总结,自行设计的国产无油压缩机在把握上述关键环节基础上、加强产品质量控制的同时,活塞环、导环的使用寿命已取得明显进步,完全达到甚至超过进口设备的水平。
- 上一篇:浅谈:资源整合下的空压机行业
- 下一篇:无油空压机价格
 沪公网安备 31011602002252号
沪公网安备 31011602002252号